�� ��
������
��50.00
10 - 19
��46.00
�۸�Ϊ�̼��ṩ�IJο��ۣ���ͨ��"��ȡ��ͱ���"
������������������λ~
��20
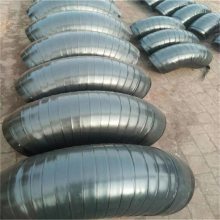
| ��Ʒ���ԣ�������ͷ | ���ʣ������ | �ܺ�10mm |
| ����ܣ����Ժá� �ֶ�ֵ�͡� ��ʴ�� ��ѹ | ֱ����DN3000 | ���أ���ɽ |
| Ʒ�ƣ�3pe������ͷ | �ͺţ�DN3000 | ������20kg |
| ִ�б������� | �ں�10 | �ȼ���1 |
| ��Ʒ���DN3000 |
��������ƫ���Ƕ���,�ں�������ƫ���Ƕ��ٹ��ұ��������ƫ���Ƕ��٣���ǿ�ȸߡ���ʴ�Ժá������Ժá�������á�����������ά�������۵��ص㣬����Ӧ���ڸ���ˮ�ܵ���Һ��ʯ�������ͣ��Լ��������á������ٵĻ�������ټ��ϲ����������յIJ�ͬ���������׳��������Dz�ܹ�������һ����Χ�ڣ��������Ӱ���ճ�ʹ�á��ǹ��ں�����ƫ���Ƕ�ұ�����ƫ�������sy/t5037-2012���ݹܱں�Ȳ�ͬ������ƫ�ͬ��325*6�����ܺ����������Χ�ǡ�0.1t��0.6mm�����ú����϶����װ���������϶���㺸��Ҫ��***����ƫ����0.2mm-0.6mm֮�䣬�������У��ְ���ξ��ȣ�����Ӧ��С�����治�������ˡ���ֱ���ͱں�ijߴ���Χ���и��������ԡ�����***��˫�����Ĺ��գ����ڼ�λ��ʵ�ֺ��ӣ����׳��ִ��ߡ���ƫ��δ����ȱ�ݣ������ƺ����������������ܱ�����Ҫ����Щ����,�������ܱ�����Ҫ����Щ�����ڹܵ���ҵ�����Ǿ���������ھ������ܵ�Ӱ�ӣ�����⡢��ĥ����ѹ��������Ӧ����ǿ��ֱ����С�ɸ���ʵ��������ж��ƣ��������ڹܲ���ҵ�����ܴ�ҵĻ�ӭ����Ҷ�֪����ھ����������ɴ��־��ƶ��ɵģ�����ƺ����ֲڲ�ƽ��Ϊ����������ۡ���ĥ����Ҫ�Ա�����д�����ͬʱ���������ʹ���������Ǵ�ھ������ܱ��涼��Ҫ����Щ�����أ������ܳ��ҽ��ܴ�ھ������ܵı��洦����������ϴ��Ӧ���ܼ��������ϴ�ֲ�������Ե���ȥ���͡���֬���������⻬�������Ƶ��л����������ȥ���ֲ�������⡢����Ƥ�ȣ�����ڷ���������ֻ��Ϊ�������á����⣺��Ҫ���ø�˿ˢ�ȹ��߶Ըֲ�������д�ĥ������ȥ���ɶ������������Ƥ�����⡢�����ȡ�

�ֹ����߳����ܵ���Sa2�����������߳���ɵ���Sa3�������ֲ�������Ž�ʵ��������Ƥ�����߳����������룬�ﲻ������ʩ��Ҫ���ê����ȡ���ϴ����ͨ�û�ѧ�͵�����ְ취����ϴ���ã��ܵ�����ֻ���û�ѧ��ϴ������ȥ������Ƥ�����⡢��Ϳ�㣬��ʱ��������Ϊ��ɰ�������ٴ��á���ѧ��ϴ��Ȼ��ʹ��������Ȼ�Ľྻ�Ⱥ⻬�ȣ�����ê��dz������������γ���Ⱦ��������⣺��������Ǿ������ʵ����������ҶƬ����Ťת��ʹ��ɰ�����衢��˿�Ρ������ʵ�ĥ����������Ч���¶�����������䴦�ã���ֻ�����⡢������������ĥ�ϳ����ĥ������Ч���£����ܵ���������Ĺ⻬�ȡ�ճ��ǰ,Ӧ�øɲ����пڲ�Ͳ�������ô���,������ճ������ʱ���ò��øɾ���ͿĨճ�Ӽ�ʱ,Ӧ��ͿĨ�п��ڲ�,��ͿĨ������,ͿĨ�п�ʱӦ˳���������������ͿĨ����,����©Ϳ��ͿĨ����(2��Ӧƽ������ֱ�����߲����е��Ǵ�����ճ��ǰӦ���ò�����߲������Բ�,�Բ����ֻ�ܲ嵽ԭ����ȵĵ�1/3~1/2,��϶������ʱ�Ͻ�ʹ��ճ�ӷ�����ճ�Ӽ�ͿĨ��,����1�����ڱ���ʩ�ӵ���������,���ֽӿڵ�ֱ�Ⱥ�λ����ȷ.ճ����Ϻ�ʱ�������Ķ���ճ�Ӽ�����,�ڹ̻�ʱ���ڲ���������ǿ�м���.���ӳ�������������������Բ��ˢճ�Ӽ���ճ�ӡ�����.ճ�ӽ�ͷ���������л�ˮ��ʩ��,������5�����²���.
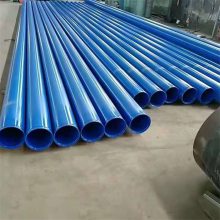
���õĶ����ƽ�ʽ���ܻ���ģ��������,������Ƶ��Ӧ���ȼ���,Һѹ������һ��,��������Ĺ��ա��ϵ͵���Դ���ġ��ϵ͵Ľ��衢���õIJ�Ʒ����������Χ��ԭ�����Ʒ��������ԡ�����ױ��Ͷ�������������Ӧ��,����ҵ��ͳ������ʽ��������.�����ڽ��������ڽ⡢�Ĺ���,����3Pe���������Ĺ�Ӧ���ž��档����,�����ն������ߵ���Ҫ���ͺ������ԱȽϴ�,һ���Ǹ��ݿͻ�����Ҫ��������,���dz�˵��������,�ܶȱȽϵ͵���������ǿ�������Լ��Ϊ������.��б���������η�����ܲ�ֱ���ķ����������ٷ�չ��ʱ��,�������ٷ�չ��ʱ�ξݷ���,2014�������������г���Ŀǰ���������������ڣ��������������ֽϿ�������ٶȣ�Ϊ������Ʒ������Ѹ�١���Դ����ͨ��ʯ�ͻ�������ʩ�Ľ����ά����������ڸֲ��г�������ռ���൱��Ҫ�ĵ�λ��������Ը�������Ʒ�ֵ������������Ͽ죬����������;��ܡ���ھ���վ��¯�ùܡ���ʴ���͵��µ�ʯ���ù��Լ����⡢�����ܹܲ�����������Ѹ�١����ģ������������ӡ�9711��ˮ��ɰ����������3P�������� �������ҵ硢�촬���豸�������ҵ�Է���3Pe���������������������ӡ�Ʒ�ּ�����Ҫ����ߡ��ҵij��ͽ���һ����Ҫ�IJ���������ָ�����д��ֻ��������������ݡ�����֮��ļнǣ���ǣ�����ʽ���£�cosa=B/(��XD)B��ָ���ֻ����ĺ�ȡ�
�ӱ�Ǭ���ܵ�����˾ ��ַ���ӱ� ���� ��ɽ�� ��ɽ������